
ばねの表面処理めっきの図面記号の解説

- ばねの表面処理の目的
- サビのメカニズムとばねの防錆設計の考え方
- めっき(亜鉛、ニッケル、金、すず)
- めっきの図面記号の解説
- 化成処理(黒染め、パーカー処理)
- 水素ぜい化除去処理(ベーキング)
- 電解研磨・化学研磨・酸洗い・不動態化処理
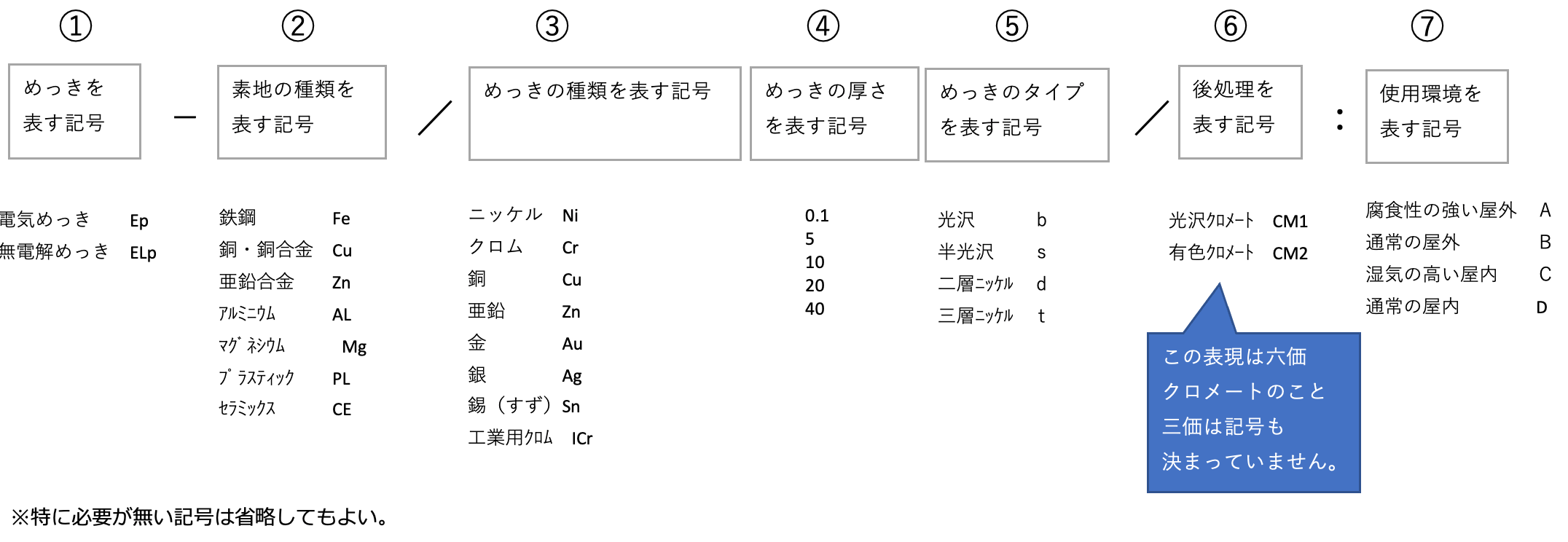
めっきの図面記号の解説
ばねの図面の表面処理欄に記載されるめっき記号について、説明いたします。
①めっきを表す記号
| 記号 | 種類 |
|---|---|
| Ep又はSPLE | 電気めっき |
| ELp又はSPLEL | 化学(無電解)めっき |
『めっきの種類を表す記号』とは、電気めっき又は無電解めっきを表す記号を意味します。
ただし、電気めっきと無電解めっきによってめっき層が構成されている場合には、最終めっきを表す記号を表記してください。
例)Ep-Fe/ELp-Ni
15, ICr 20/
(最終めっきが電気めっき、鉄鋼素地、無電解ニッケルめっき15μm以上、工業用クロムめっき20μm以上)
②素地の種類を表す記号
| 記号 | 主な素地の種類 |
|---|---|
| Fe | 鉄、鋼及びそれらの合金 |
| Cu | 銅及びその合金 |
| Zn | 亜鉛及びその合金 |
| Al | アルミニウム及びその合金 |
| Mg | マグネシウム及びその合金 |
| PL | プラスチック |
| CE | セラミックス |
素地の種類を表す記号は、素地が金属の場合はその金属元素記号とし、合金の場合には主成分金属の元素記号とします。
なお、素地について材質、熱処理及び加工条件を示す必要がある場合には、素地記号に*1印を付け、注として各材料についての日本工業規格に定められた材質記号、及びJIS
B 0122(加工方法記号)に定められた加工記号及び条件を付記してください。
例1)Cu*1/Ni 5b, Cr
0.1r/
注*1 めっきに先立ち素地黄銅にヘヤライン加工を施すこと。
(ヘヤライン加工した黄銅素地、光沢ニッケルめっき5μm以上、普通クロムめっき0.1μm以上)
例2)Fe*1/Au 2μm/
注*1 SUS 304 ステンレス鋼
(ステンレス鋼素地、金めっき2μm以上)
例3)PL*1/Cu 10 b, Ni 15 d,Cr 0.1
mp/
注*1ABS樹脂
(ABS樹脂素地、光沢銅めっき10μm以上、二層ニッケルめっき15μm以上、マイクロポーラスクロムめっき0.1μm以上)
③めっきの種類を表す記号
| 記号 | 主なめっきの種類 |
|---|---|
| Zn | 亜鉛めっき |
| Cd | カドミウムめっき |
| ICr | 工業用クロムめっき |
| Cu | 銅めっき |
| Ni | ニッケルめっき |
| Ni,Cr | ニッケル-クロムめっき |
| Sn | すずめっき |
| E-Au | 工業用金及び金合金めっき |
| E-Ag | 工業用銀めっき |
| D-Au | 装飾用金及び金合金めっき |
| D-Ag | 装飾用銀めっき |
| Sn-Pb | すず-鉛合金めっき |
| Ni-P | (無電解)ニッケル-りんめっき |
めっきの種類を表す記号は、上記の表の通り、めっきする金属の元素記号によります。
多層めっきの場合には、素地に近いめっきの構成の順に、左から右へコンマ(,)を付けて順に表示します〔例1)参照〕。合金めっきの場合には、合金を構成している主な元素の元素記号をハイフン(-)で結びます〔例2)参照〕。
なお特に主要な合金元素の組成を示す場合には、その質量パーセントの数値を、元素記号の次に( )を付けて示すことが出来ます〔例3)参照〕。また、工業用クロムめっき、工業用金めっき、装飾用金めっきなどについては、それぞれの日本工業規格で定められた記号(工業用クロムめっき…I、工業用金めっき…E、装飾用金めっき…D)を元素記号の前に付けることが出来ます〔例4)及び例5)参照〕。さらに、特殊な使用目的については、*2印を付け、注として付記します。
例1)Ep-Fe/Cu 20, Ni 25b, Cr
0.1r/
(電気めっき、鉄鋼素地、銅めっき20μm以上、光沢ニッケルめっき25μm以上、普通クロムめっき0.1μm以上)
例2)Zn-Ni 10
(亜鉛-ニッケル合金めっき10μm以上)
例3)Au(75)-Cu 5
(金75%-銅合金(18k)めっき5μm以上)
例4)ICr 50
(工業用クロムめっき50μm以上)
例5)E-Au 2
(工業用金めっき2μm以上)
④めっきの厚さを表す記号
| 記号 | めっき厚さの例 |
|---|---|
| 0.1 | 0.1μm |
| 3 | 3μm |
| 10 | 10μm |
めっき厚さを表す記号は、有効面(表面処理の用途上で重要な面)での最小厚さをμm単位で示した数字とします。上記の表は簡単な例です。
例)Cu 10, Ni 15 d, Cr 0.1 mp
(銅めっき10μm以上、二層ニッケルめっき15μm以上、マイクロポーラスクロムめっき0.1μm以上)
⑤めっきのタイプを表す記号
| 記号 | めっきのタイプ | 参考(めっきの種類) |
|---|---|---|
| b | 光沢めっき |
銅めっきニッケルめっきクロムめっき金めっき銀めっき合金めっきなど
|
| s | 半光沢めっき | |
| v | ビロード状めっき | |
| n | 非平滑めっき | |
| m | 無光沢めっき | |
| cp | 複合めっき | |
| bk | 黒色めっき | |
| d | 二層めっき | ニッケルめっきなど |
| t | 三層めっき | |
| r | 普通めっき | クロムめっき |
| mp | マイクロポーラスめっき | |
| mc | マイクロクラックめっき | |
| cf | クラックフリーめっき |
めっきのタイプ及びその記号は、上記の表の通りです。このほか、特殊なタイプについては、*3印をつけ、注として付記します。
例)Cu 10 b, Ni 20 t, Cr 0.5 mc
(光沢銅めっき10μm以上、三層ニッケルめっき20μm以上、マイクロクラッククロムめっき0.5μm以上)
⑥後処理を表す記号
| 記号 | 後処理の種類 |
|---|---|
| HB | 水素除去のベーキング |
| DH | 拡散熱処理 |
| CM1 | 光沢クロメート処理(ユニクロ) |
| CM2 | 有色クロメート処理(クロメート) |
| PA | 塗装 |
| CL | 着色 |
| AT | 変色防止 |
後処理を表す記号は、上記の通りです。記号の前にスラッシュ(斜線)を引いて、区切ります。二種類以上の後処理を行う場合には、処理操作の順又は、素地に近い順に左から右に各記号をコンマで区切って示します〔例)参照〕。
なお、処理条件を示す場合、及び上記の表以外の特殊な後処理を示す場合には、*4印を付け、注として付記します。
例)Fe*1/Zn 10/HB, CM1,
PA*4
注*1めっきに先立ち素地鉄鋼はHAR(応力焼きなまし)を施すこと。
*4透明ウレタン塗装仕上げを施すこと。
(鉄鋼素地、熱処理、亜鉛めっき10μm以上、ベーキング、光沢クロメート処理、塗装)
⑦使用環境を表す記号
| 記号 | 使用環境条件 | 参 考(例) |
|---|---|---|
| A | 腐食性の強い屋外環境 | 海浜、工業地帯など |
| B | 通常の屋外環境 | 田園、住宅地域など |
| C | 湿度の高い屋内環境 | 浴室、厨房など |
| D | 通常の屋内環境 | 住宅事務所など |
装飾、防食などの目的でめっき製品を使用する場合、その使用環境を上記の表の通りに区分し、記号で示します。記号の前にコロン(:)を付けて、区切ります。
また、これ以外の特殊な環境での使用に対しては、*5印を付けて、注として付記します。
例)Ep-Fe/Zn 15/CM 2:D
(電気めっき、鉄鋼素地、亜鉛めっき 15μm以上、有色クロメート処理、通常の屋内での使用)