ばねの表面処理めっき(亜鉛、ニッケル、金、すず)

- ばねの表面処理の目的
- サビのメカニズムとばねの防錆設計の考え方
- めっき(亜鉛、ニッケル、金、すず)
- めっきの図面記号の解説
- 化成処理(黒染め、パーカー処理)
- 水素ぜい化除去処理(ベーキング)
- 電解研磨・化学研磨・酸洗い・不動態化処理
電気亜鉛めっき
亜鉛めっきの特徴
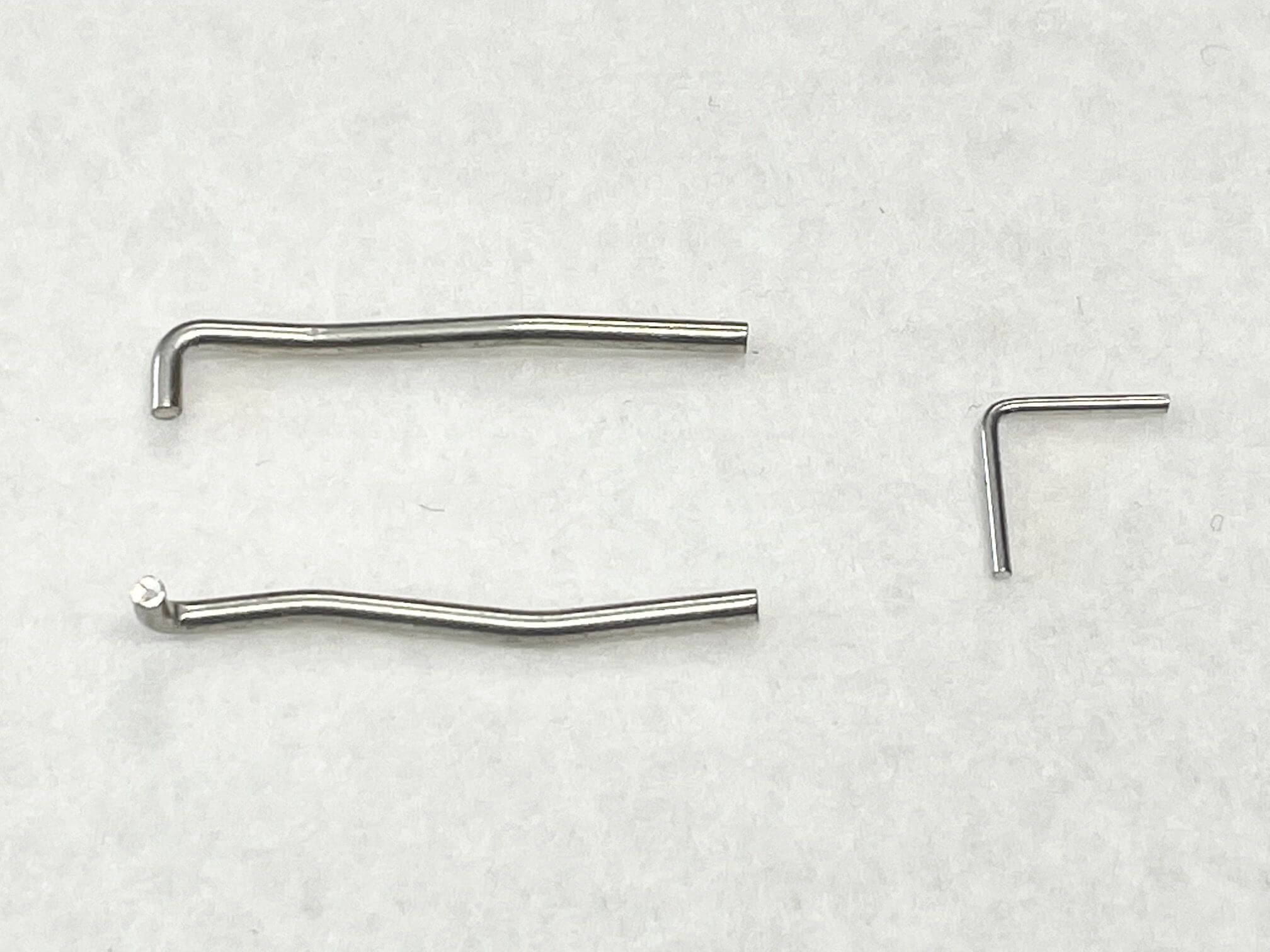
ばねにするめっきは、主として小物ばねに限られており、鉄鋼製のばねの耐食性を目的としためっきとしては、以前より亜鉛めっきが多く採用されております。 大気中では、優れた耐食性をもつが、水分に対しては鉄よりサビやすい性質があります。亜鉛は自ら溶解し水酸化亜鉛(白さび)となりますが、その間は鉄の腐食を防いでくれます。 そのため、通常、後処理としてクロメート処理がなされ、さらに亜鉛の腐食を防ぐことで、更なる耐食性を向上させています。
機能・特性
耐食性、装飾性、塗装密着性
主な用途
家電向け 自動車 機械部品など
注意事項(水素ぜい化)
水素ぜい化を懸念されるばね、部品などに使用する場合は、事前にお知らせください。 必要に応じてベーキング処理(水素ぜい化処理)を検討します。 水素ぜい化処理(ベーキング)については、詳細はこちら
めっきの方法
①バレルめっき
実際に小物ばねをめっきするときには次のようなバレルの中に一定量のばねを入れて回転させながらめっきする方法が取られていることが多く
これをバレルめっきと呼んでおります。

②吊りめっき(ラックめっき)
ばねや線材加工品(ワイヤーフォーミング品)の形状により、ばねとばねが絡んでしまうことがあるため、バレルめっきで処理できない場合があります。その場合は吊りめっき(ラックめっき)という手法と採用します。ラックに1個づつばねを取り付けてめっきするので、バレルめっきよりコストが高くなる傾向があります。


亜鉛めっきの主な工程

- 脱脂:表面に付着している油脂類などの汚れを除去します。
- 酸洗い:表面の錆び、スケールなどの酸化物を除去し、表面をきれいにします。脱脂と併せてめっきをよりきれいに施すための下準備です。
- 硝酸浸透:薄い酸化被膜を除去し、めっき表面もわずかに融解させて新鮮な表面を表出させます。クロメート処理の密着性を向上させます。
- ベーキング処理:水素脆化除去処理のこと、酸洗い・めっき処理等でめっき内部に残留した有害な水素を除去する熱処理。
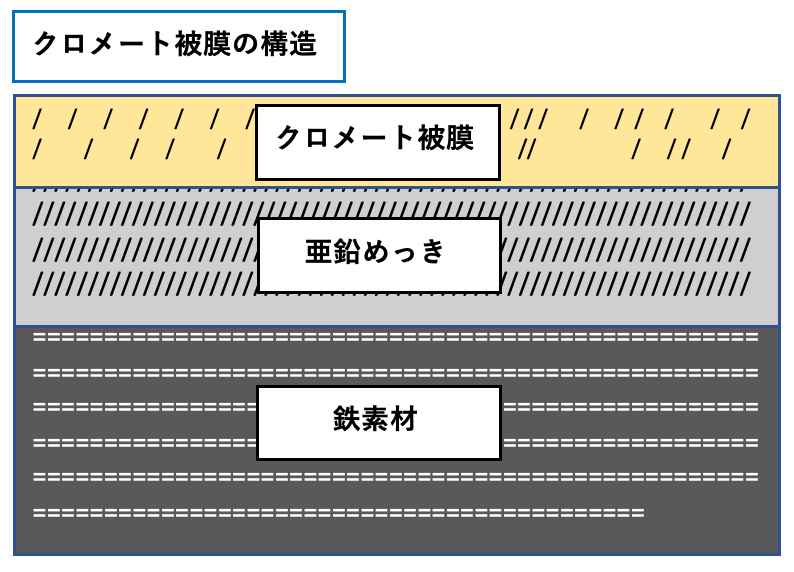
クロメート処理
亜鉛めっきは鉄鋼に対して犠牲的保護被膜となり、優れた耐食性を示しますが、亜鉛自身は腐食しやすいため、亜鉛の腐食を防止する目的で亜鉛めっき後にクロメート処理を行います。なお、ベーキングを行う場合は、ベーキング処理後にクロメート処理を行います。
クロメートの種類
三価クロメートには次の種類があります。
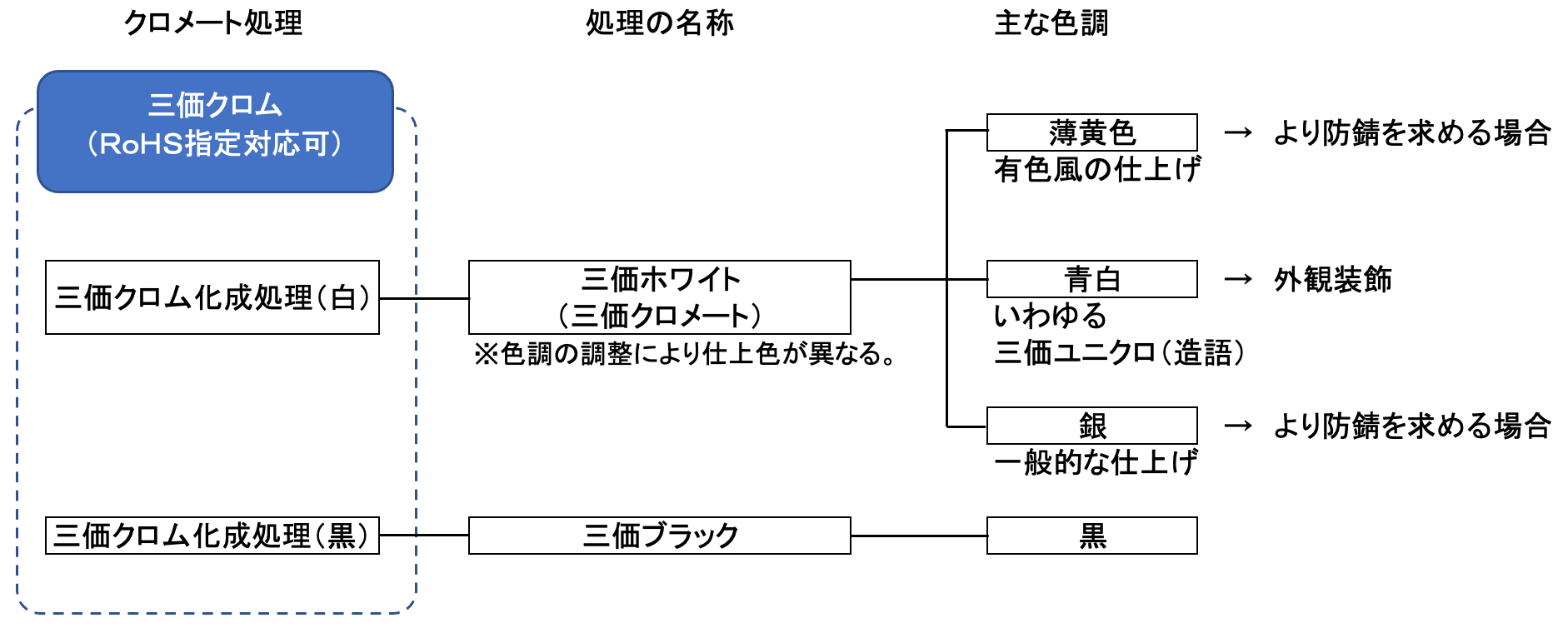
実際の色調は、めっき業者様、めっき処理ロットにより異なります。三価ブラックにより、類似ばねを識別することもできます。(他に緑などもあり。)
■三価ホワイト

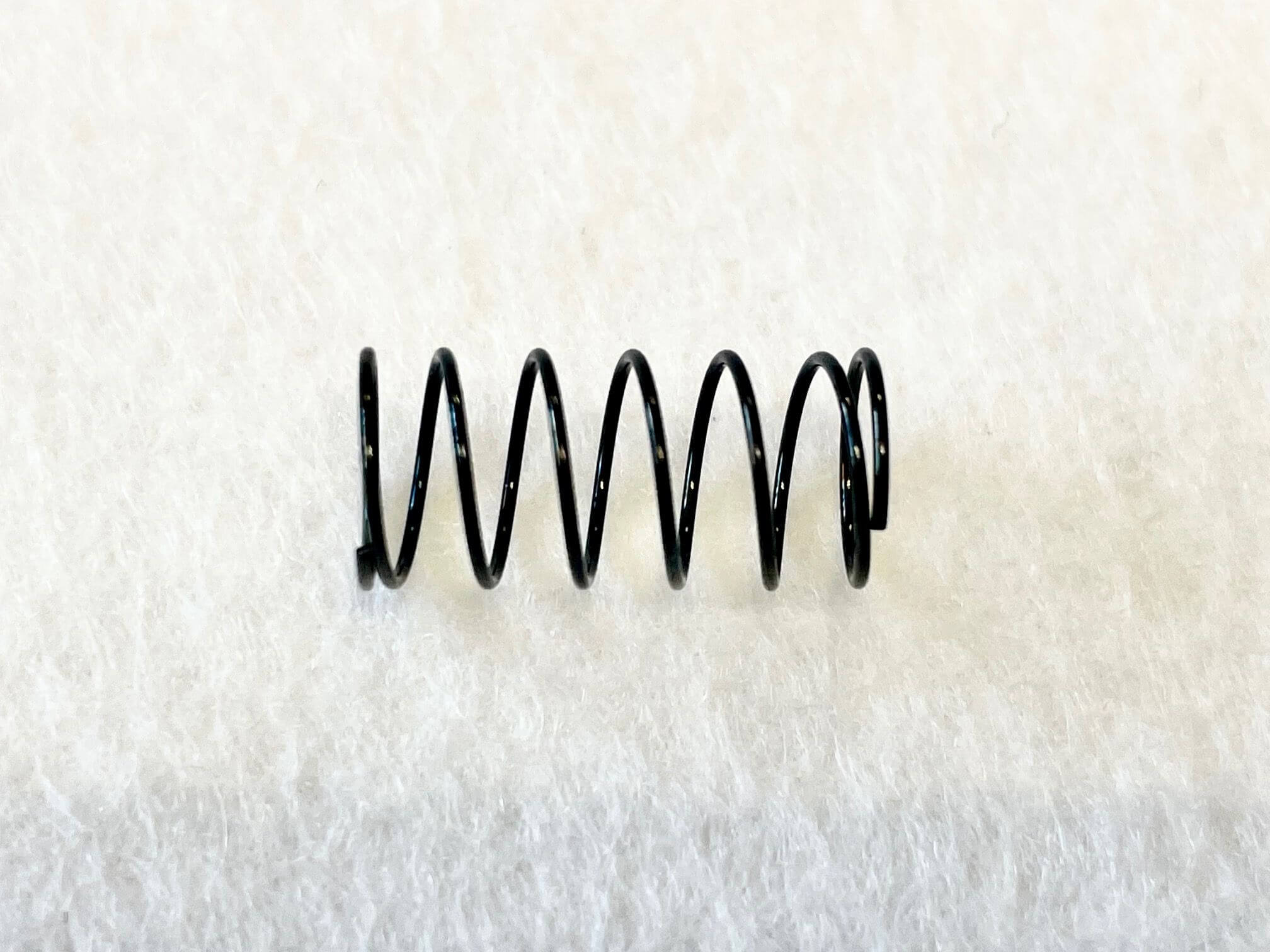
■三価ブラック(黒)
■三価グリーン(緑)
ニッケルめっき
ニッケルめっきの特徴
耐食・耐久性向上の目的に使用されます。また、各種めっきの下地めっきにも使用されます。 電子部品をはんだ付け・ボンディング接合する目的で、Snめっき・Auめっきを施す際に、めっき皮膜の銅合金素材へ熱拡散による不良を防ぐために 素材と最表層めっきのバリア層として使用されます。
機能・特性
装飾性、耐食性
主な用途
電池ばね、接点端子、装飾系のばね
ニッケルめっきの主な工程

- 脱脂:表面に付着している油脂類などの汚れを除去します。
- 酸洗い:表面の錆び、スケールなどの酸化物を除去し、表面をきれいにします。脱脂と併せてめっきをよりきれいに施すための下準備です。
金めっき
金めっきの特徴
化学的に安定しており耐食性に優れています。 電気と熱の伝導性、はんだ付け性に優れています。 また、経時的変化による接触抵抗値の変化が少ないのが特徴です。
機能・特性
耐食性、はんだ付け性、電気伝導性
主な用途
電池バネ、接点端子、装飾系のバネなど

すずめっき
すずめっきの特徴
銀白色の美しい色調です。 めっき金属の中で融点が一番低く、はんだ付け性が非常に優れています。 すずー鉛を用いたはんだめっきへのRoHS対策のため、鉛フリーのはんだ代替めっきとして、すずめっきが用いられております。
機能・特性
はんだ付け性、装飾性
主な用途
接点、コネクター部品など
注意
すずめっきには下地めっきが必要です。ウィスカ防止のためニッケルめっきを下地めっきとするのが一般的です。