
ばねの表面処理水素ぜい化除去処理(ベーキング)

- ばねの表面処理の目的
- サビのメカニズムとばねの防錆設計の考え方
- めっき(亜鉛、ニッケル、金、すず)
- めっきの図面記号の解説
- 化成処理(黒染め、パーカー処理)
- 水素ぜい化除去処理(ベーキング)
- 電解研磨・化学研磨・酸洗い・不動態化処理
水素ぜい化除去処理(ベーキング)
水素ぜい化とは、ばねのように高強度に熱処理された製品や、強度の加工を加えられたものに防食の目的でめっきや化成処理等を行う時に、前処理としての酸洗いや、めっき(電気めっき)の陰極効果で発生する水素の影響で脆くなる現象をいう。(下図参照)
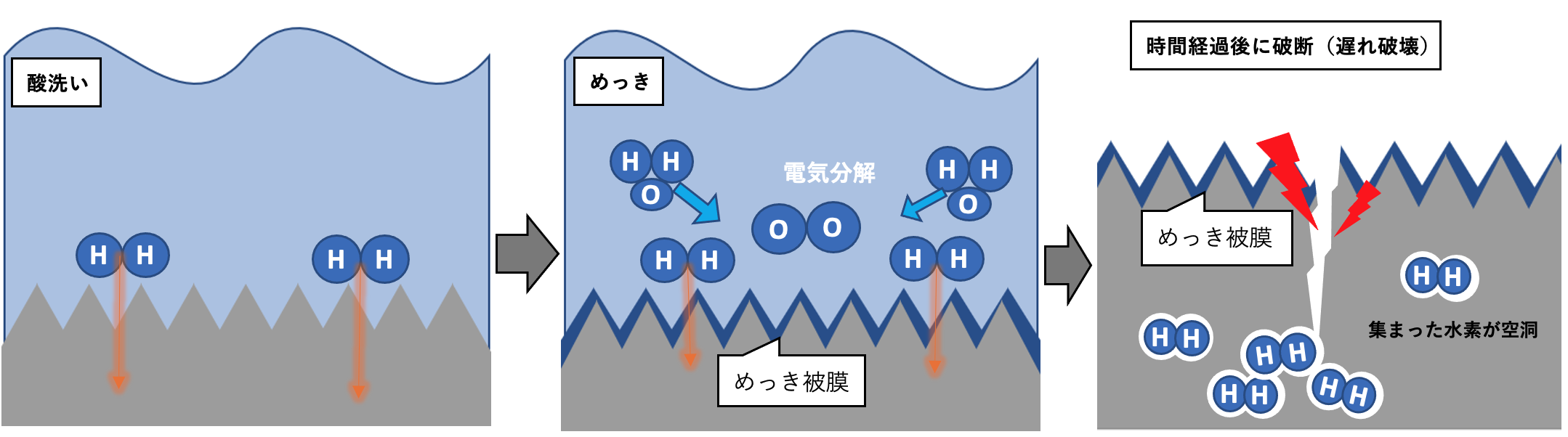
水素原子の大きさは、ばねに使用される鉄鋼材料の結晶の隙間に比べて小さいため、容易に内部に進入することができる。
このようにして侵入した水素原子は、ばねの中に力の集中する部分に向かって移動し、水素原子2個が水素分子となるときに、体積が10倍になると言われている。
この時に破壊が起こるので、ばねの応力と水素の吸蔵量との関係が深い。
なお、この現象を遅れ破壊といって、めっき等を施してすぐに発生するというものではない。
一般に化成処理によって吸蔵された水素は、その皮膜にピンホールがあるので、24時間以上放置すると自然に放出されて影響は少なくなるが、電気めっき等は、被膜が緻密であるため自然放出の起こることは少ない。
したがって、ベーキングによって水素を強制的に放出させることが必要であって、一般的に亜鉛めっきの場合、めっき処理後4時間以内に180~200℃で4時間程度の設定温度が必要である。
クロメート処理は、150℃以上の加熱でその効果をなくすので、ベーキング後にクロメート処理を行うことが必要である。
他の化成化処理を行ったものであれば、120℃で1時間程度のベーキングを施すとよいとされております。